

Wetenswaardgheden
Storingsdiagnose tabel
Klik hier om de tabel te downloaden
Sputter" lagers
Sputter" lagers
Een door Federal-Mogul/Glyco ontwikkelt materiaal proces heeft geleid tot het meest duurzame lager materiaal, geschikt voor hoog belaste krukassen van diesel en benzine motoren (veelal motoren met een Turbo).
Door het bombarderen van een aluminium-tin legering, met een hoog-energie Argon plasma, komen de aluminium en tin atomen vrij van de bron. Deze atomen vormen vervolgens het (nieuwe) loopvlak van de speciaal geprepareerde lagerschalen.
Het fisieke verdampings en afzettings proces zorgt voor een uitzonderlijk uniforme materiaal matrix met voortreffelijke slijtage weerstand. Geschikt om zeer hoge belasting te weerstaan.
De Sputter-lagerschalen worden slechts aan één zijde gemonteerd. De andere helft van het lagerset betreft normale lagers. Op de rug van de sputter-schalen staat meestal SPUTTER vermeld. Tevens zijn de schalen te herkennen aan de lichtgekleurde binnenkant en de gevlamde kleur aan de rugzijde. Kijk daarom bij demontage van de lagers altijd of, en zo ja waar, er sputter lagers geplaats zijn.
Kop gevlakt. Dikkere koppakking ?
Kop gevlakt. Dikkere koppakking ?
Koppakking diktes diesel motoren
Moet men een dikkere koppakking monteren als alleen de cylinderkop wordt gevlakt? Nee,het vlakken van een cilinderkop staat los van de dikte van de koppakking.
Wat gebeurt er tijdens en na het vlakken?
1. Er wordt materiaal van de kop afgehaald door middel van beitels of slijpen met stenen.
2. De klepschotel afstand t.o.z. van cilinderkopvlak veranderd. De kleppen komen dan hoger te liggen t.o.z van het kop vlak. Is de afstand buiten de tolerantie dan moet deze veranderd worden. De kleppen worden dan dieper gezet door de klepzetel te bewerken.als het klepsteel eind te hoog komt, dan wordt deze ingekort (afslijpen) i.v.m. tolerantie hydraulische stoters.
3. klepveer lengte verandert tussen beide veerschotels omdat de klepspie groeven in de klepsteel t.o.z. van kop hoger komen te liggen dit kan opgevuld worden met booster ringen.(te koop bij Wilmink B.V./ WM Techniek B.V.B.A.)
Hoe bepaalt men de dikte van de koppakking?
 Dikte van de koppakking wordt bepaald door de zuigerstand t.o.z. van het motorblok.
Dikte van de koppakking wordt bepaald door de zuigerstand t.o.z. van het motorblok.
Wanneer het motorblok gevlakt wordt veranderd de zuigerstand t.o.z. van het blok.de zuigerstand wordt gemeten wanneer de zuiger in b.d.p.staat met een meetklok (klok micrometer bestel info...) deze maat is bepalend voor de koppakking dikte.
Verklaring tekening
d = zuigerstand
e = koppakking dikte
E = maat tussen zuiger en cilinderkop de z.g. spaltmaat ook wel loodmaat genoemd.
Ook zijn er koppakkingen met verschillende brandring-diameters voor geboorde cilinders dit i.v.m. optimale verbranding.
Benzine motoren
Normaal zijn er voor deze motoren geen verschillende diktes doch er zijn uitzonderingen. Zoals b.v.B.M.W. / Mercedes deze fabrikanten hebben enkele motoren die tegen de pingel grens zitten, daar zijn dan twee verschillende diktes verkrijgbaar. Zie catalogus.
Mercedes heeft b.v.ook std zuigers met een vlakke bodem, en voor overmaat zuigers een zuiger met kom.De koppakking heeft één dikte.
Montage voorschriften voor M.L.S.
Montage voorschriften voor M.L.S.
(Meer-Lagen-Staal) koppakkingen.
De volgende gegevens zijn algemene waarden voor zowel benzine- als dieselmotoren. Men moet hierbij in acht nemen dat locaties van bouten, olie- en waterkanalen, druk etc., van motor tot motor variëren, waardoor er uitzonderingen zijn waarbij kleinere toleranties moeten worden aangehouden voor een goede afdichting van de koppakking. Afwijkende richtlijnen van de motorenfabrikant zullen daarom altijd moeten worden aangehouden.
1. Oppervlakte van beide delen (cilinderkop en motorblok) ontdoen van oude pakkingresten, zorgvuldig reinigen en ontvetten.
2. Vuil en olieresten uit boutgaten verwijderen en controleer schroefdraad op beschadigingen en gangbaarheid.
3. Oppervlakte van cilinderkop en motorblok op de volgende punten controleren.
Materiaalophopingen, veroorzaakt tijdens het vlakken, met behulp van een oliesteen verwijderen.
Oppervlakten op vlakheid controleren m.b.v. van een rei en voelermaat op onderstaande specificaties.
3 cilinder lijn en V6 motoren 0.0375 mm. 0.030 mm.
4 cilinder lijn en V8 motoren 0.050 mm. 0.030 mm.
6 cilinder lijn motoren 0.075 mm 0.030 mm
Op een oppervlakte met een diameter van 75 mm. mogen geen afwijking groter dan 0.025 mm. voorkomen. Oppervlakte-ruwheids-waarde (in micrometers - mm)
De hier volgende waarden gelden voor zowel gietijzeren als aluminium cilinderkoppen, motorblokken en spruitstukken, en is alleen te meten met een oppervlakte ruwheids tester.
Rz < of = 11µm
Rmax < of = 15 µm
Wt < of = 8-10 µm
Een gladdere afwerking is wenselijk.
4. Cilinderkoppakking op het motorblok centreren (gebruik geen afdichtingsmiddelen).
let op dat de coating van de cilinderkoppakking niet wordt beschadigd.
5. Plaatsen van de cilinderkop.
Plaats de cilinderkop met zorg op de cilinderkoppakking zodat de coating van de cilinderkoppakking niet wordt beschadigd.
Let op dat er geen metaalspaanders achter blijven in de olie- en koelwaterkanalen.
Vervang altijd de cilinderkoprekbouten en eventuele onderligringen.
Bij flenscilinderkoprekbouten, schroefdraad en de flens licht inolieën.
Bij cilinderkoprekbouten voorzien van een onderligring, licht inolieën op het schroefdraad en tussen de boutkop en de onderligring (let op, in geen geval inolieën tussen de onderligring en de cilinderkop !)
6. Aanhaalmomenten van de cilinderkoprekbouten.
Hanteer de boutvolgorde volgens de gegevens van de motorenfabrikant.
Aanhaalmomenten, stapsgewijs volgens de gegevens van de motorenfabrikant.
Bouten alleen natrekken indien voorgeschreven.
Installation of rings - Step by Step:
Installation of rings - Step by Step:
Step 1: Clean pistons:
First clean the pistons thoroughly and remove all carbon deposits from the ring grooves. Use a twist drill and tap wrench to remove the carbon deposit from the oil drain holes. Replace cracked or deformed and worn pistons.

Step 2: Check piston ring grooves:
If a clearance of 0.12 mm or more is measured between a new, parallelsided compression ring and the associated groove wall, this means that the piston is excessively worn and has to be replaced.

Groove Piston usage: clearance (mm)
0.05 - 0.10
Piston can be re-used without restrictions
0.11 - 0.12
More caution necessary
> 0.12
Fitment of new pistons essential
Measure the piston ring grooves using a gauge, KS Art. No. 50 009 824
Step 3: Check the cylinder wear:
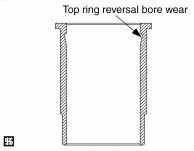
If the cylinder wear exceeds 0.1 mm for SI engines and 0.15 mm for diesel engines, the cylinder also has to be exchanged (top ring reversal bore wear).
Step 4: Clean the cylinders:
Remove carbon deposits from the top area of the cylinder bore, above the ring travel zone.

Step 5: Check the ring set components:
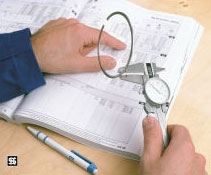
When fitting the pistons with new rings, we recommend in principle to exchange the complete set. Check the ring height by means of a measuring gauge. It is recommended to compare with our Catalogue data.
The diameter may be checked by means of a measuring ring or of a re-worked cylinder, the ring gap on the basis of subjective assessment or using a feeler gauge. When verifying the ring diameter in worn cylinders / cylinder liners, it should be remembered that the ring get may have larger values.
Insert piston rings in the associated piston ring groove using the right assembly tool! Avoid excessive opening of the piston rings on fitting as this would cause permanent deformation and impair the performance of the piston rings.
Piston rings marked "TOP" have to be fitted with a particular side up. The mark "TOP" should point towards the piston crown so that the scraping effect is directed to the skirt lower end. If the rings are not fitted accurately, there is danger of oil being pumped from the crankcase to the combustion chamber and the function of the ring set would no longer be ensured.
When fitting rings with spiral expander the spring ends should always be positioned opposite the ring gap. Some spiral expanders pass through a teflon tube, which is located opposite the spring ends and therefore directly beneath the ring gap.
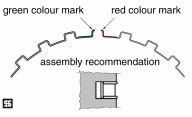
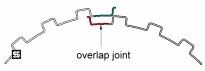
Attention! In the case of certain three-piece oil control rings the spring has a coloured dot at each end. Each of these coloured dots must still be visible after fitting the ring to the piston. This ensures that the spring ends butt up to each other and do not overlap.
Pistons for 2-stroke engines whose rings are prevented from turning by a small pin, must not be rotated when being introduced into the cylinder. The securing pin could otherwise slip under the ring as it springs outwards into a cylinder port. The ring would then break off at the port edge.
Attention! Chromium-plated piston rings must not be fitted to chromiumplated cylinder liners.


Step 6: Function test / Turning the piston rings:
After fitting the piston rings, make sure that they can be freely moved. Position the ring gaps with 120° off-set to the next ring.

Step 7: Fitting the piston into the cylinder bore:
Oil the piston rings and the piston appropriately and use a ring compressor or a conical KS assembly sleeve in order to prevent damage to the piston rings.

Ring compressors / Assembly sleeves

KS-Art.-Nr.
Description
50009816 Piston ring compressor for ø 57 - 125 mm
50009828 Piston ring compressor for ø 90 - 175 mm
50009865 Assembly sleeve for ø 86,0 mm
50009877 Assembly sleeve for ø 94,4 mm
50009878 Assembly sleeve for ø 94,8 mm
50009866 Assembly sleeve for ø 97,0 mm
50009874 Assembly sleeve for ø 100,0 mm
50009875 Assembly sleeve for ø 102,0 mm
50009867 Assembly sleeve for ø 121,0 mm
50009868 Assembly sleeve for ø 125,0 mm
50009869 Assembly sleeve for ø 127,0 mm
50009870 Assembly sleeve for ø 128,0 mm
50009876 Assembly sleeve for ø 130,0 mm